El futuro de la movilidad: Automóvil eléctrico, ventajas, desventajas y alternativas
Introducción
En un mundo cada vez más consciente del impacto ambiental del transporte en el cambio climático, el automóvil eléctrico se presenta como una alternativa prometedora a los vehículos tradicionales de combustión interna. Sin embargo, como toda nueva tecnología, presenta un balance de ventajas y desventajas que es importante analizar antes de su adopción generalizada.
Ventajas del Automóvil Eléctrico:
Medio Ambiente:
Cero emisiones locales: Los vehículos eléctricos no emiten gases de efecto invernadero ni contaminantes locales como óxidos de nitrógeno o partículas finas durante su uso, lo que contribuye a mejorar la calidad del aire y a combatir el cambio climático.
Reducción de la contaminación acústica: Los motores eléctricos son mucho más silenciosos que los de combustión interna, lo que reduce la contaminación acústica en las ciudades.
Eficiencia Energética:
Mayor eficiencia: Los motores eléctricos son mucho más eficientes que los de combustión interna, lo que se traduce en un menor consumo de energía.
Aprovechamiento de la energía renovable: Los coches eléctricos pueden ser alimentados por energía renovable, como la energía solar o eólica, lo que reduce aún más su impacto ambiental.
Recarga con Energía solar
Mantenimiento:
Menos piezas móviles: Los coches eléctricos tienen menos piezas móviles que los de combustión, lo que reduce la necesidad de mantenimiento y reparaciones.
Costes de mantenimiento más bajos: En general, los costes de mantenimiento de un coche eléctrico son menores que los de un coche de combustión equivalente.
Diseño mecánico más simple, mantenimiento más económico
Rendimiento y Conducción:
Aceleración instantánea: Los motores eléctricos ofrecen una aceleración instantánea y suave, lo que proporciona una experiencia de conducción más dinámica y placentera.
Suavidad de marcha: La ausencia de vibraciones y ruido del motor hace que la conducción de un coche eléctrico sea más suave y confortable.
Ahorro Económico:
Coste de combustible: El coste de la electricidad es menor que el de la gasolina o el diésel, lo que permite un ahorro en combustible a largo plazo.
Incentivos fiscales: Muchos gobiernos ofrecen incentivos fiscales para la compra de coches eléctricos, como subvenciones o exenciones de impuestos.
Desventajas del Automóvil Eléctrico:
Autonomía:
Autonomía limitada: La autonomía de los coches eléctricos es todavía inferior a la de los de combustión, lo que puede ser un problema para viajes largos.
Ansiedad por la autonomía: El miedo a quedarse sin batería durante un viaje puede ser un factor de estrés para algunos conductores.
Tiempo de Carga:
Tiempo de carga variable: La recarga de la batería puede llevar varias horas, dependiendo del tipo de cargador y la capacidad de la batería.
Disponibilidad de puntos de recarga: La infraestructura de puntos de recarga todavía está en desarrollo, lo que puede dificultar la recarga en algunos lugares.
Autonomía muy limitada
Precio:
Precio de compra elevado: El precio de compra de un coche eléctrico es todavía superior al de un coche de combustión equivalente.
Coste de las baterías: El coste de las baterías es un componente importante del precio de un coche eléctrico, lo que limita su accesibilidad.
precios muy altos de adquisición
Impacto ambiental de la producción:
Extracción de materias primas: La producción de baterías para coches eléctricos requiere la extracción de materias primas como el litio, el cobalto y el níquel. La extracción de estas materias primas puede tener un impacto ambiental negativo, como la deforestación, la contaminación del agua y la degradación del suelo.
Litio: El litio es un metal esencial para la producción de baterías de iones de litio. Se extrae principalmente de salmueras y rocas en países como Australia, Chile y China. La extracción de litio puede tener un impacto ambiental negativo, como la deforestación, la contaminación del agua y la degradación del suelo.
Cobalto: El cobalto es otro metal importante para la producción de baterías de iones de litio. Se extrae principalmente como un subproducto de la minería del níquel y el cobre en países como la República Democrática del Congo. La extracción de cobalto se ha asociado con el trabajo infantil y las condiciones laborales precarias.
Níquel: El níquel es un metal utilizado en la producción de cátodos para baterías de iones de litio. Se extrae principalmente en países como Rusia, Canadá y Australia. La extracción de níquel puede tener un impacto ambiental negativo, como la contaminación del agua y la acidificación del suelo.
Condiciones laborales: La extracción de materias primas para baterías se realiza en muchos casos en países con condiciones laborales precarias y sin las medidas de seguridad adecuadas.
Reciclaje de baterías: El reciclaje de las baterías de litio al final de su vida útil es un proceso complejo y todavía está en desarrollo. Es importante asegurar que las baterías se reciclen de forma responsable para evitar la contaminación del medio ambiente.
Necesidad de una red eléctrica renovable:
Para que los coches eléctricos sean realmente sostenibles, es necesario que la energía que los alimenta provenga de fuentes renovables como la energía solar o eólica. De lo contrario, la generación de la electricidad necesaria para cargar los vehículos eléctricos podría aumentar las emisiones de carbono.
Desarrollo de nuevas tecnologías de almacenamiento de energía:
Se están desarrollando nuevas tecnologías de almacenamiento de energía, como las baterías de estado sólido, que podrían aumentar la autonomía de los coches eléctricos y reducir el tiempo de carga.
Impacto social y económico:
La adopción generalizada del automóvil eléctrico podría tener un impacto social y económico significativo. Por ejemplo, podría generar nuevos empleos en la industria de las energías renovables y la fabricación de vehículos eléctricos, pero también podría afectar a la industria del petróleo y el gas.
Es importante tener en cuenta todas estas variables a la hora de evaluar el futuro del automóvil eléctrico y su papel en la lucha contra el cambio climático.
Cómo evitar errores en estudios R&R para tolerancias unilaterales
Importancia de reportar el estudio de R&R con respecto a la tolerancia unilateral y no respecto a la variación de las partes.
En el mundo del control de calidad y mejora de procesos, los estudios de Repetibilidad y Reproducibilidad (R&R) son esenciales para garantizar la confiabilidad de las mediciones en un entorno de manufactura. Cuando se trata de características de calidad unilaterales, es crucial entender los errores comunes que pueden surgir y la razón por la cual líderes de la industria, como FORD, están cambiando su enfoque hacia la tolerancia en la aprobación de un Proceso de Aceptación de Partes de Producción (PPAP).
Mala Selección de Muestra
Seleccionar una muestra inadecuada es un error común que puede comprometer la validez del estudio. Esto puede manifestarse al elegir piezas demasiado similares o, en el extremo opuesto, seleccionar piezas con valores atípicos. La calidad de la muestra es crucial cuando se realiza el estudio contra el porcentaje de variación del proceso, y para evitar este error, es recomendable reportar el estudio tanto por la variación de las muestras así como por la tolerancia. FORD ha recomendado que, a partir del 1° de julio de 2023, en un proceso de PPAP, se reporte el estudio de R&R contra la tolerancia ya que la variación de las muestras no afecta el resultado del estudio.
Falta de Distinción entre Tolerancias Unilaterales Acotadas y No Acotadas
En el contexto de tolerancias unilaterales, es esencial distinguir entre aquellas acotadas por límites físicos y aquellas que no los tienen. Las tolerancias geométricas y las definidas por características de calidad que no pueden tener valores menores de cero son ejemplos de tolerancias acotadas. No reconocer esta distinción puede conducir a interpretaciones erróneas del estudio R&R.
Haciendo el estudio R&R para tolerancias unilaterales
Cuando nos sumergimos en la realización de estudios R&R para tolerancias unilaterales, la clave está en la comprensión detallada de la naturaleza de las tolerancias. Es fundamental adoptar un enfoque preciso y considerar cuidadosamente los límites y las implicaciones de las tolerancias unilaterales en el proceso de fabricación.
Distinción clara entre tolerancias unilaterales acotadas y no acotadas
Para evitar la trampa de confundir ambos tipos de tolerancias unilaterales, es esencial definir sus diferencias. Esto garantiza resultados confiables en el estudio R&R:
Tolerancias unilaterales no acotadas son aquellas que tienen un limite (usualmente límite inferior) pero aunque no existe un límite superior, no hay ningún impedimento físico a que la característica de calidad tome valores muy grandes. Ejemplo de este tipo de tolerancia unilateral son características de calidad benéficas, por ejemplo: potencia mínima desarrollada, nivel mínimo de eficiencia. Cuando se hace un estudio R&R para este tipo de tolerancia se debe considerar el método promedio del proceso que considera el rango entre el promedio de la muestra y el limite inferior de especificación y comparar este valor con 3 desviaciones estándar del error R&R.
Tolerancias unilaterales acotadas son aquellas que tienen un límite (usualmente superior) y no pueden tomar valores negativos por lo que se dice que están acotadas a cero en límite inferior. Ejemplo de este tipo de tolerancias son características de índole perjudicial como las tolerancias geométricas (error geométrico) y algunas otras tolerancias cuyas características de calidad no pueden ser negativas como nivel de vibración, nivel de ruido, etcétera. En la realización de un estudio de R&R para este tipo de tolerancias, simplemente se debe considerar 6 desviaciones estándar de R&R y dividirlo contra el valor de la tolerancia (LSE – cero) sin embargo, hay que tener precaución ya que este método funciona bien si el valor promedio del proceso esta próximo al límite inferior (cero) de especificación. En caso contrario, se deben considerar otros enfoques para el estudio de R&R como el método promedio del proceso (inciso anterior) o un intervalo de predicción del 95% que se explica a continuación.
Reconocer la Naturaleza de las Tolerancias Unilaterales
En resumen, al realizar el estudio R&R para tolerancias unilaterales, es crucial distinguir entre tolerancias acotadas y no acotadas. Esto se traduce en adaptar las metodologías de análisis correctas y asegurar que se toman las decisiones adecuadas al tipo de característica de calidad cuya variación se pretende evaluar de manera confiable con cierto equipo de medición.
Estudios para tolerancias unilaterales con Ppk <1
Cuando enfrentamos procesos con un desempeño pobre, representado por un índice de capacidad del proceso (Ppk) inferior a 1, se introduce un nuevo conjunto de desafíos. Aquí, se requiere un enfoque más detallado y una atención especial para mejorar la capacidad del proceso.
Abordando Ppk <1: Intervalo de Predicción del 95% del Error de R&R
En situaciones donde el Ppk del proceso es inferior a 1, es crucial utilizar un intervalo de predicción del 95% del error de R&R. Esto ayuda a comprender mejor la variabilidad del proceso y su relación con el error del sistema de medición proporcionando criterios valiosos para la mejora continua.
Conclusión: El Futuro de la Aprobación PPAP
La decisión de FORD de solicitar a sus proveedores que reporten el estudio R&R con respecto a la tolerancia, en lugar de la variación de las partes, refleja un enfoque más preciso y alineado con las demandas de la calidad moderna evitando errores en la selección de las muestras del estudio. Este cambio destaca la importancia de comprender la verdadera variabilidad del proceso y adoptar medidas preventivas y correctivas eficaces.
En resumen, en el mundo dinámico de la manufactura de precisión, la atención meticulosa a los estudios R&R para tolerancias unilaterales se vuelve cada vez más crucial. Estar equipado con el conocimiento adecuado y seguir mejores prácticas en la selección de muestras y la interpretación de resultados asegura un control de calidad sólido y contribuye al continuo perfeccionamiento de los procesos.
En el siguiente video podrás ver con todo detalle los métodos expuestos en este artículo.
NO olvides suscribirte a nuestro canal de Youtube, darle like y compartir el video
Razón de los cambios en los requisitos específicos de Ford para R&R de equipos de medición por variable continua
Todos los equipos de medición utilizados para verificar los componentes/piezas de Ford según el plan de control deberán tener un estudio de R&R realizado de acuerdo con los métodos apropiados descritos por la última edición del manual del AIAG Manual de Análisis de Sistemas de Medición (MSA) para determinar la variabilidad del sistema de medición.
El estudio de R&R se completará con piezas Ford. El plan de control identifica qué equipos de medición se utilizan para cada verificación. Cualquier equipo de medición que no cumpla con las pautas de MSA debe ser aprobado por STA.
Introducción
Cuando hacemos un estudio de repetibilidad y reproducibilidad (R&R), es muy normal encontrar, a través de la aplicación de un software como minitab, dos posibilidades: una de ellas es hacer el reporte del estudio contra la variación del proceso y la otra posibilidad es hacer el estudio contra la tolerancia del producto.
En este artículo vamos a explicar la diferencia que existe entre ambas situaciones y qué es lo que tenemos que hacer cuando estamos iniciando un proyecto de producción de un nuevo componente donde, en tal caso, deberíamos de enfocar el estudio de R&R contra la tolerancia del producto.
Por otro lado, cuando el proceso ha madurado, significa que hemos identificado las diversas fuentes de variación y las hemos eliminado o controlado, reduciendo de esta forma la variabilidad total del proceso. Este escenario es lo que denominamos como control de proceso. En tales circunstancias nuestro interés se centra en determinar si el error de medición, cuantificado por el estudio de R&R, es suficientemente pequeño para detectar de forma exacta y precisa la variación del proceso mismo. Aquí es donde la selección de las piezas llevadas al estudio se vuelve un factor crítico para el éxito del estudio R&R.
Tomando en consideración que la calidad de la muestra elegida es un factor crítico para realizar un estudio R&R válido, las empresas del sector automotriz, específicamente FORD, solicita a sus proveedores que hagan el estudio R&R y presenten el reporte contra ambos casos: contra la variación del estudio (representado por la variación de las piezas elegidas como muestra) y contra la tolerancia del producto.
Debido a que el resultado del estudio R&R, basando en la tolerancia, es insensible a la calidad de la muestra de piezas seleccionadas es muy importante saber si se está haciendo una correcta selección de la muestra, por eso es importante tener como punto de referencia la variabilidad contra la tolerancia aunque los datos obtenidos por el sistema de medición se utilicen para el control del proceso analizando la variabilidad del mismo mediante cartas de control y se vigile la capacidad del proceso mismo (usando los índices Cpk y Ppk).
La Importancia del estudio de Repetibilidad y Reproducibilidad (R&R) en el control de calidad
Como expertos en análisis de capacidad y control de procesos, entendemos la vital importancia del Estudio de Repetibilidad y Reproducibilidad (R&R) en la industria manufacturera, especialmente en sectores exigentes como el automotriz, donde la calidad queda determinada por la variabilidad la cual debe ser correctamente evaluada por sistemas de medición cuya exactitud y precisión son fundamentales. En este artículo, exploraremos en detalle qué implica un estudio de R&R y cómo su correcta implementación puede marcar la diferencia en el control de calidad y el éxito del proceso de producción.
¿Qué es un estudio de R&R?
Un estudio de Repetibilidad y Reproducibilidad (R&R) es una técnica estadística utilizada para evaluar la precisión y consistencia de un sistema de medición. En esencia, nos ayuda a entender cuánto de la variabilidad total en una medida proviene del equipo de medición en sí mismo y entre operadores, permitiendo así identificar y reducir errores de medición. Esta metodología es esencial para garantizar la confiabilidad de las mediciones, lo que a su vez es crítico para el control de calidad y la toma de decisiones informadas en el proceso de producción.
R&R para el control de producto:
Cuando nos encontramos en las primeras etapas de un proyecto de producción de un nuevo componente, es crucial enfocar el estudio de R&R contra la tolerancia del producto. En este contexto, el objetivo es determinar si el sistema de medición es lo suficientemente preciso para detectar las variaciones dentro de las especificaciones del producto. La correcta selección de las muestras, en este escenario, no tiene ningún impacto en la confiabilidad de los resultados.
R&R para el control de proceso:
Una vez que el proceso ha madurado y las variabilidades se han controlado, el enfoque del estudio de R&R cambia hacia el control de proceso. En esta fase, nuestro interés se centra en medir la variación del proceso mismo. La selección de las piezas para el estudio se convierte en un factor crítico. Si el proceso está bajo control, incluso pequeños errores de medición pueden afectar significativamente la calidad del producto final. En esta situación la correcta selección de las muestras, es esencial para obtener resultados confiables.
Precauciones en la selección de muestras:
La calidad de la muestra seleccionada es un factor crítico en un estudio de R&R válido. Es por eso que es esencial tomar precauciones significativas al elegir las muestras para el estudio, especialmente cuando se informa el estudio contra la variación del proceso. En el sector automotriz, empresas como FORD exigen que los proveedores presenten el estudio R&R contra ambos casos: la variación del estudio y la tolerancia del producto.
Cuando se reporta contra la variación del proceso, la selección de muestras debe ser representativa de la variabilidad del proceso en su totalidad. Se deben incluir piezas que abarquen todas las posibles fuentes de variación. Esto asegura que el estudio R&R proporcione una imagen precisa de la capacidad del proceso de medición y su capacidad para detectar productos dentro de las especificaciones o variaciones en la estabilidad y desempeño del proceso de manufactura.
Conclusiones:
En resumen, un estudio de Repetibilidad y Reproducibilidad (R&R) es una herramienta invaluable en el mundo del control de calidad y la manufactura. Ya sea en las etapas iniciales del desarrollo del producto o en la fase de control de proceso, un estudio de R&R bien ejecutado proporciona información crucial para tomar decisiones informadas y garantizar la consistencia y calidad del producto final. La selección cuidadosa de muestras y la atención a los detalles son esenciales para obtener resultados precisos y confiables, y son fundamentales para el éxito continuo en cualquier industria orientada a la calidad y la excelencia.
El origen del auto eléctrico se remonta al siglo XIX. En 1835, Thomas Davenport construyó uno de los primeros vehículos eléctricos prácticos en Estados Unidos. Luego, en la década de 1880, los autos eléctricos ganaron popularidad debido a su fácil operación y ausencia de ruido y humo en comparación con los vehículos a gasolina.
En 1897, la flota de taxis eléctricos en Nueva York superaba a los vehículos de combustión interna. Sin embargo, el surgimiento de motores de gasolina más potentes y la producción en masa de automóviles a gasolina por Henry Ford en la década de 1910, provocaron un declive en la popularidad de los autos eléctricos.
¿Sabías que a principios de 1900 1/3 de todos los vehículos en la carretera eran eléctricos?
En 1884 se dio a conocer el primer coche eléctrico estándar de producción en el Mundo capaz de ser reproducido y vendido al público.
En las últimas décadas, con el aumento de la preocupación por el medio ambiente y la necesidad de reducir la dependencia de los combustibles fósiles, los autos eléctricos han experimentado un resurgimiento. Los avances tecnológicos y el impulso hacia la sostenibilidad han llevado a una mayor adopción de estos vehículos en todo el mundo. Hoy en día, los autos eléctricos se consideran una opción prometedora para un futuro más limpio y sostenible en la industria automotriz.
El desarrollo de los primeros autos eléctricos en Europa también se remonta al siglo XIX. A medida que la tecnología eléctrica avanzaba,
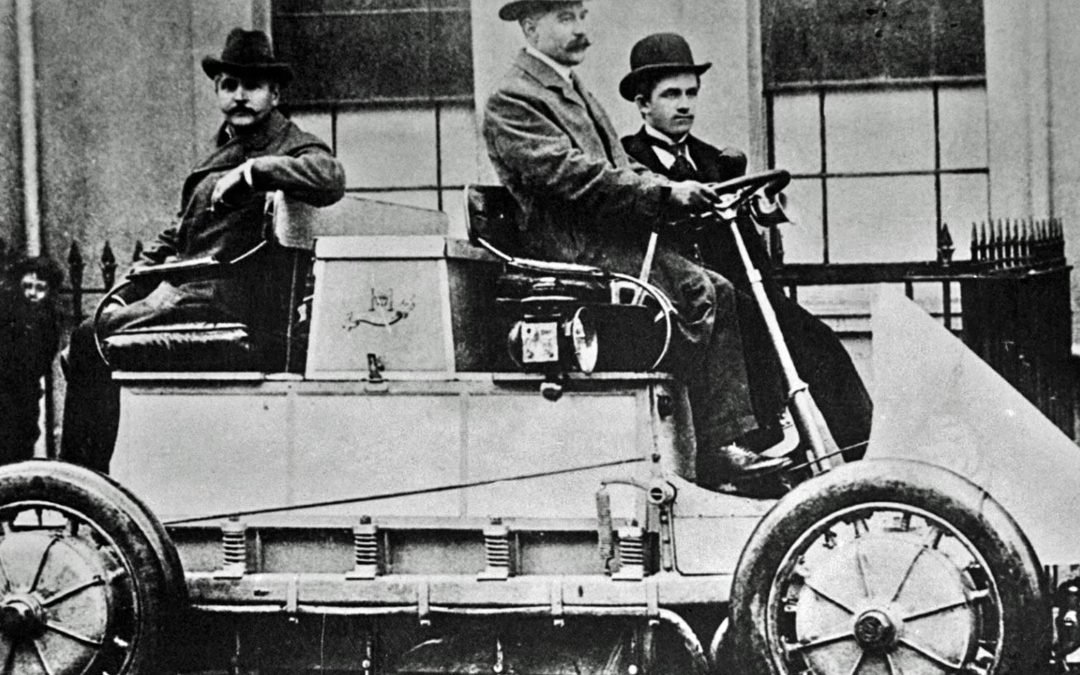
Ferdinand Porsche – el fundador del epónimo coche deportivo- produjo un vehículo eléctrico llamado ‘P’ en 1898, antes de crear la primera oferta híbrida del mundo, que estaba impulsado tanto por electricidad como por un motor de combustión.
Mercedes-Benz también ofreció un modelo eléctrico llamado Mercedes Mixte, en 1906. Este coche fue adoptado como taxi en las ciudades e incluso se convirtió en un coche de carreras en 1907.
Hoy en día, con el enfoque renovado en la sostenibilidad y la lucha contra el cambio climático, Europa y el resto del mundo están experimentando un resurgimiento de los autos eléctricos. El desarrollo continuo de tecnologías de baterías y la expansión de la infraestructura de carga están impulsando una mayor adopción de estos vehículos como una alternativa más limpia y ecológica a los motores de combustión interna.
Usualmente, usamos los criterios establecidos por los creadores de algún procedimiento, en particular en este caso se abordan los errores, desde su fundamento matemático, de los criterios establecidos por el manual del AIAG para evaluar la variación de repetibilidad y reproducibilidad. Este video se basa en un artículo publicado por el doctor Donald Wheeler quien recientemente (8 junio 2021) lo publicara.
El propósito de un estudio R&R es determinar si los errores de Repetibilidad y Reproducibilidad del sistema de medición son lo suficientemente pequeños para:
Determinar si el sistema de medición es confiable para detectar si la pieza cumple con las especificaciones (control de producto)
Determinar si el sistema de medición es confiable para detectar si la variación del proceso esta bajo control y si es capaz de cumplir con las especificaciones (control del proceso).
En este artículo se expone mediante un video una evaluación de los criterios, actualmente usados, para determinar los errores de Repetibilidad y Reproducibilidad.
Como consecuencias de la pandemia COVID 19, las agencias distribuidoras sintieron una pérdida de 30% en las ventas de vehículos del año-modelo 2020 desde hace 8 semanas aproximadamente (01 abril 2020).
De igual manera, desde hace 8 semanas,las plantas armadoras entraron en paro total, dejando de producir los vehículos del año-modelo 2020. En este mismo período, la mayoría de las plantas armadoras estaban iniciando la etapa de corrida de unidades piloto del año-modelo 2021 y continuando con la producción de la últimas unidades del año-modelo 2020.
La fecha para iniciar la venta de vehículos del año-modelo 2021 en las agencias distribuidoras es a partir de mediados de año actual (Junio /Julio 2020)
Los distribuidores están ofreciendo descuentos de hasta 30% en la venta de vehículos año-modelo 2020, para vaciar su inventario y dar entrada a las unidades del año-modelo 2021. Esta es una práctica normal que los distribuidores realizan cada año.
El reto actual
Para hacer el lanzamiento del año-modelo 2021, las plantas armadoras tienen tres actividades claves a realizar, las cuales representan un enorme reto:
Terminar la producción del año-modelo 2020
Correr los pilotos del año-modelo 2021
Iniciar la producción inicial del modelo 2021
Las tres actividades arriba mencionadas, las cuales representan un enorme reto, se llevan a cabo normalmente entre los meses de junio y Julio de cada año.
Para terminar con la producción del modelo 2020, se requiere reactivar el abastecimiento de partes producidas por los proveedores, los cuales se encuentran localizados, en su mayoría, cerca de la planta armadora. El problema lo representan los proveedores que se localizan en países lejanos a las plantas armadoras.
Los pilotos del modelo 2021, requieren el abastecimiento de partes de los proveedores, el cambio de dispositivos de ensamble, la modificación de líneas de ensamble, actualización de equipo de manejo de materiales, capacitación de los operarios, etc.
Adicionalmente, para iniciar la producción del modelo 2021 se requiere del abastecimiento de partes producidas por los proveedores en condiciones contratadas normales y de acuerdo a requerimientos de las plantas armadoras.
Para abastecer la piezas requeridas a las plantas armadoras, los proveedores requieren a su vez contar con el abastecimiento de componentes y materia prima de sus sub-proveedores.
Los riesgos presentes
Los sistemas de gestión de calidad, ambiental y logística del sector automotriz (IATF 16949, ISO 14001 y MMOG/LE) consideran el análisis de riesgos y la creación de planes de contingencia. Esta situación de pérdida de ventas dentro del sector automotriz, ocasionado por la pandemia del COVID 19, ha quedado rebasada por cualquier sistema de gestión; por ello, además de los tres grandes retos arriba mencionados, se deberán crear y poner en práctica los planes de contingencia que se requieren para reactivar o tratar de revertir esta situación, lo más pronto posible.








Comentarios recientes